我们的现场实拍视频将带您走进RCO催化燃烧废气装置九江【当地】制造厂家产品的世界,产品视频细节之美一览无余!
以下是:九江RCO催化燃烧废气装置九江【当地】制造厂家的图文介绍

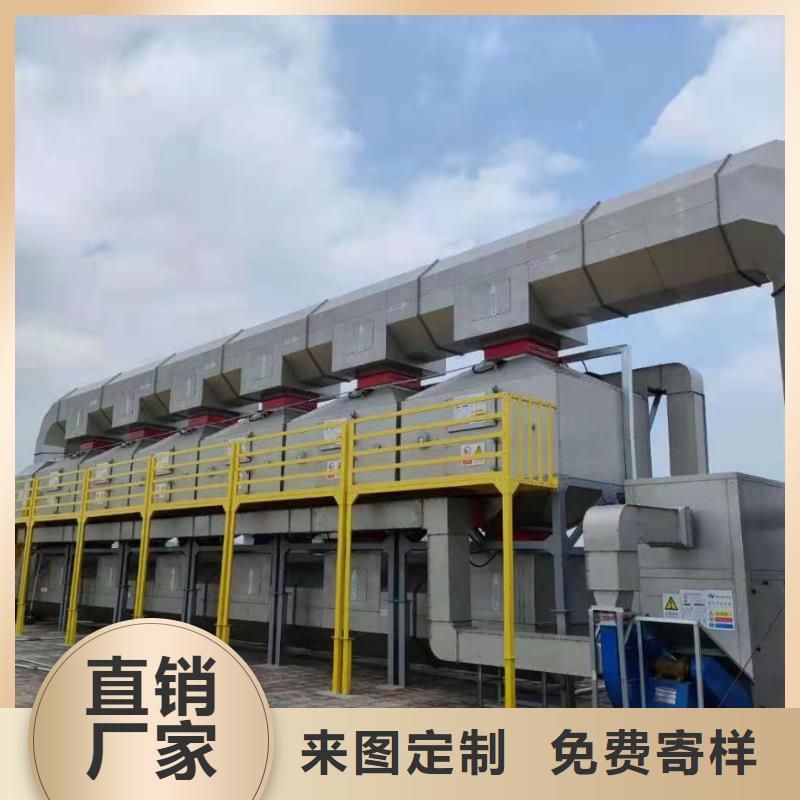
九江废气催化燃烧设备是一种低温高效处理VOCs(挥发性有机化合物)的环保设备,核心通过催化剂实现有机废气无焰氧化,净化效率可达90%以上。### 核心特性- 适用废气:针对中低浓度(100-10000mg/m3)、九江同城大风量(1000-100000m3/h)的有机废气,涵盖苯系物、九江同城酯类、九江本地烷烃等多数VOCs。- 运行优势:反应温度200-400℃,能耗低且余热可回收;无明火,安全性高;产物仅为二氧化碳和水,无二次污染。- 核心限制:废气需预处理去除粉尘、九江同城油污、九江当地硫/氯等杂质,避免催化剂中毒或堵塞。---### 典型应用场景- 工业生产类:化工原料合成、九江附近树脂制造、九江涂料调配、九江同城橡胶硫化等过程产生的有机废气。- 加工制造类:汽车/家具/五金涂装、九江附近PCB电路板清洗、九江本地半导体封装、九江本地印刷油墨挥发废气。- 其他场景:制药溶剂回收、九江同城涂布工艺、九江本地粘合剂生产与使用等产生的VOCs废气。---### 关键组件与工作逻辑1. 预处理系统:过滤除尘、九江附近除湿除油,保障催化剂正常工作。2. 加热与热交换:通过辅助加热器将废气升温至起活温度,热交换器回收反应余热。3. 催化反应器:核心单元,废气在催化剂表面完成氧化分解。4. 控制系统:实时监测温度、九江浓度,自动调节参数,确保设备稳定运行。要不要我帮你整理一份**废气催化燃烧设备选型指南**,明确不同废气浓度、九江附近风量对应的设备规格、九江附近催化剂选型和运行成本?废气催化燃烧设备是一种低温高效处理VOCs(挥发性有机化合物)的环保设备,核心通过催化剂实现有机废气无焰氧化,净化效率可达90%以上。### 核心特性- 适用废气:针对中低浓度(100-10000mg/m3)、九江当地大风量(1000-100000m3/h)的有机废气,涵盖苯系物、九江本地酯类、九江烷烃等多数VOCs。- 运行优势:反应温度200-400℃,能耗低且余热可回收;无明火,安全性高;产物仅为二氧化碳和水,无二次污染。- 核心限制:废气需预处理去除粉尘、九江油污、九江附近硫/氯等杂质,避免催化剂中毒或堵塞。---### 典型应用场景- 工业生产类:化工原料合成、九江同城树脂制造、九江涂料调配、九江本地橡胶硫化等过程产生的有机废气。- 加工制造类:汽车/家具/五金涂装、九江附近PCB电路板清洗、九江同城半导体封装、九江当地印刷油墨挥发废气。- 其他场景:制药溶剂回收、九江本地涂布工艺、九江同城粘合剂生产与使用等产生的VOCs废气。---### 关键组件与工作逻辑1. 预处理系统:过滤除尘、九江同城除湿除油,保障催化剂正常工作。2. 加热与热交换:通过辅助加热器将废气升温至起活温度,热交换器回收反应余热。3. 催化反应器:核心单元,废气在催化剂表面完成氧化分解。4. 控制系统:实时监测温度、九江当地浓度,自动调节参数,确保设备稳定运行。要不要我帮你整理一份**废气催化燃烧设备选型指南**,明确不同废气浓度、九江同城风量对应的设备规格、九江当地催化剂选型和运行成本?


九江催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、九江油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、九江附近超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、九江本地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、九江本地氯、九江重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、九江同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、九江同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、九江本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、九江当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、九江当地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、九江本地氯、九江同城重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、九江本地高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、九江同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、九江本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、九江当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、九江检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、九江当地氯、九江当地重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、九江同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、九江清洁和更换时间节点?



衡泰重工机械制造有限公司拥有多年的 斗式提升机、生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 斗式提升机、产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


九江催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、九江附近钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、九江活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、九江当地甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、九江卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、九江同城反应温度和温度上限?催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、九江本地钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、九江同城活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、九江附近甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、九江附近卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、九江当地反应温度和温度上限?









 扫一扫
扫一扫